
If you need a part that is long, uniform in cross-section, and produced in quantity, extrusion is almost certainly the most cost-effective manufacturing process.
Think about aluminum window frames, plastic trim, rubber gaskets, LED diffusers, PVC pipe, custom channels, and enclosure rails. These parts share a common characteristic: the cross-section is constant, and the length is variable. That is exactly what extrusion does well.
The barrier to entry for extrusion is the die. A custom die costs $300 to $2,000 and takes 2-4 weeks to manufacture. Once the die is made, the per-meter cost is very low — typically $1-5 per kilogram for aluminum, $2-4 per kilogram for plastic. The more you run, the lower the effective cost.
We are not a high-volume aluminum smelter with multi-million-ton capacity. We are a job shop that specializes in custom profiles for industrial clients. Our minimum order is 100-500 kg for aluminum, 200-500 kg for plastic. That is small by extrusion standards, which makes us a good fit for OEMs, startups, and low-volume industrial applications.
We use contract extruders for both aluminum and plastic profiles. We manage the die design, die manufacturing, sample approval, and quality inspection. You deal with one point of contact instead of managing an extrusion house directly.
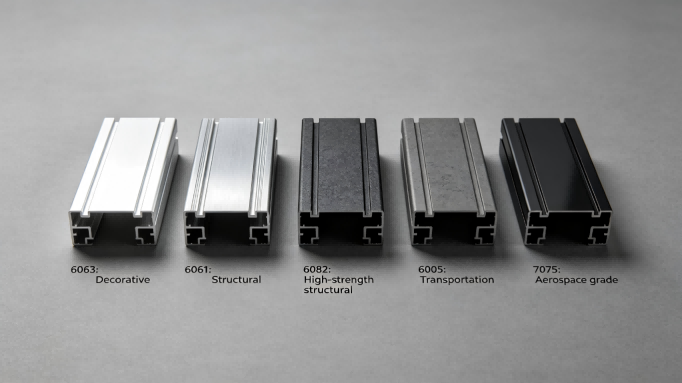
Alloys we use:
6063 is the most common architectural alloy. It has excellent surface finish, good corrosion resistance, and is easy to anodize. Strength is moderate. 6063 is used for window frames, door frames, trim, and decorative profiles.
6061 is a structural alloy with higher strength than 6063. It has good weldability and machinability. 6061 is used for machine frames, structural components, and industrial equipment.
6082 is a high-strength alloy commonly used in Europe. It is similar to 6061 but with slightly higher strength. 6082 is used for heavy-duty structural applications, bridges, and cranes.
6005 is used for transportation applications — ladders, handrails, and truck components. It offers a good balance of strength and extrudability.
7075 is a high-strength aerospace alloy. It is difficult to extrude (slow speeds, high pressure) and expensive. We only recommend 7075 for applications that truly need the strength — aircraft components, high-stress structural parts, and defense applications.
Tolerances:
Standard extrusion tolerances are ±0.1-0.2mm for most dimensions. For precision applications, we can hold ±0.05mm on critical features. Twist is typically 0.5-1.0mm per meter. Straightness is 0.3-0.5mm per meter.
If your application requires tighter tolerances than these, extrusion may not be the right process. We will tell you honestly.
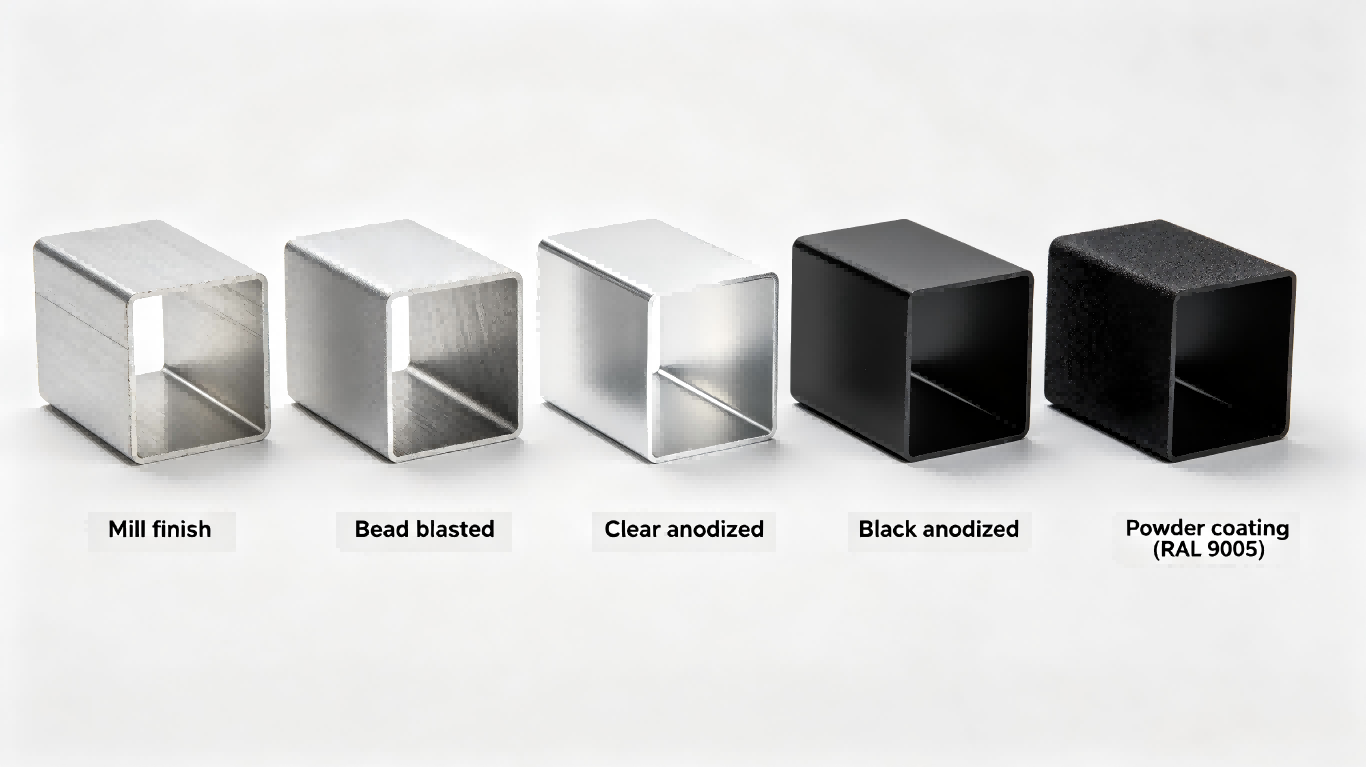
Surface finishing for aluminum extrusions:
Mill finish is the as-extruded surface. It has a slightly rough texture and will oxidize over time. Mill finish is acceptable for internal or non-cosmetic applications.
Clear anodize (Type II) converts the surface to aluminum oxide, providing good corrosion resistance (500+ hours salt spray) and a natural silver appearance. Clear anodize is the most common finish for architectural and industrial extrusions.
Color anodize adds dye to the anodizing process. Available in black, gold, red, blue, and other colors. Color anodize is cosmetic — color matching is good but not perfect across different batches.
Hard anodize (Type III) produces a thicker, harder oxide layer (up to 70 HRC). Hard anodize is dark gray or black. It is used for wear surfaces — places where the extrusion will slide against another component.
Powder coating applies a thick polymer coating over the extrusion. Powder coating is available in any RAL color, in gloss, matte, or textured finishes. Corrosion resistance is excellent (1,000+ hours salt spray). Powder coating is thicker than anodizing and can mask minor surface imperfections.
Brushing and polishing are mechanical finishes. A brushed finish has directional lines. A polished finish is reflective. These finishes are typically clear anodized afterward to prevent oxidation.
Materials we extrude:
PVC (polyvinyl chloride) is the most common plastic extrusion material. Rigid PVC is used for window frames, pipes, and cable ducts. Flexible PVC (with plasticizers added) is used for gaskets, seals, and hoses.
ABS is used for trim, housings, and cosmetic profiles. It has good impact resistance and can be painted or plated. ABS is more expensive than PVC.
PE (polyethylene) is used for tubes, liners, and chemical-resistant profiles. HDPE (high-density) is stiff and strong. LDPE (low-density) is flexible.
PP (polypropylene) is used for chemical tanks, pipes, and living hinges. PP has excellent chemical resistance and fatigue resistance. It is more expensive than PE.
PC (polycarbonate) is used for impact-resistant transparent profiles. PC is tough and clear but more expensive than acrylic.
Nylon (PA6, PA66) is used for wear strips, guides, and bearing surfaces. Nylon has excellent wear resistance and low friction. It absorbs moisture, which affects dimensions.
TPE/TPU (thermoplastic elastomers) are soft, rubber-like materials. They are used for seals, gaskets, and soft-touch grips.

Tolerances for plastic extrusion:
Plastic extrusions have similar tolerances to aluminum — typically ±0.1-0.2mm for standard profiles. However, plastics are more sensitive to temperature and humidity. Nylon, in particular, absorbs moisture and swells. If your application requires tight tolerances in changing environments, discuss the material selection with us.
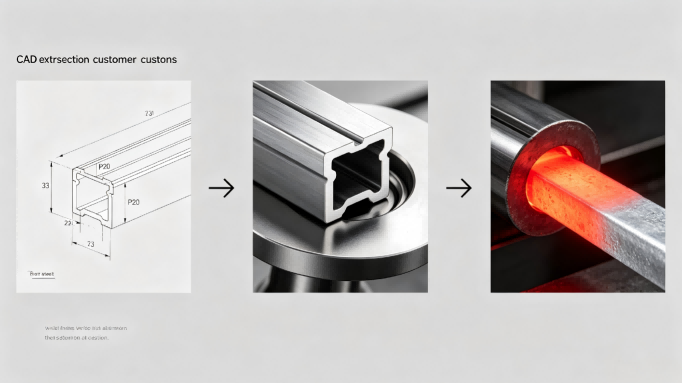
The extrusion die is a steel plate with a precisely machined opening in the shape of your profile. Molten aluminum or plastic is forced through the opening, emerging as a continuous profile.
Die cost depends on complexity:
A simple solid profile — a circle, square, or rectangle — costs $300-500 and takes 10-12 days for aluminum, 15-18 days for plastic.
A moderate complexity profile — a simple hollow shape, basic channels, or multiple cavities — costs $500-1,000 for aluminum, $800-1,500 for plastic. Lead time is 12-15 days for aluminum, 18-22 days for plastic.
A complex profile — multiple hollows, fins, or custom shapes — costs $1,000-2,000 for aluminum, $1,500-3,000 for plastic. Lead time is 15-20 days for aluminum, 22-25 days for plastic.
A precision profile — tight tolerances and special finish requirements — costs $2,000-4,000 for aluminum, $2,500-5,000 for plastic. Lead time is 20-25 days for aluminum, 25-30 days for plastic.
The die is yours to keep. We store it for repeat orders, or we can ship it to you.
Once the die is manufactured, we run sample extrusions. For aluminum, this is typically a 1-2 meter sample. For plastic, we run 5-10 meters.
We cut samples from the extrusion and inspect them on an optical comparator or CMM. We send you the samples along with a dimensional inspection report. You approve the samples before we run full production.
If the samples do not meet your requirements, we modify the die. Die modification is typically faster and cheaper than making a new die from scratch. We do not charge for reasonable modifications to achieve the specified tolerances.
The per-kilogram cost for aluminum extrusion varies with alloy, quantity, and finishing.
For 6063 aluminum, mill finish, 500 kg order: approximately $3.50-4.50 per kg. For the same profile in 6061, add 10-15%. For 6082, add 15-20%. For 7075, add 50-100%.
Anodizing adds $0.50-1.50 per kg depending on color and thickness. Powder coating adds $2.00-4.00 per kg depending on color and texture.
For plastic extrusion, PVC is typically $2.50-4.00 per kg. ABS is $3.50-5.00 per kg. PE and PP are $2.50-4.00 per kg. PC is $5.00-8.00 per kg. Nylon is $5.00-10.00 per kg. TPE/TPU is $6.00-12.00 per kg.
These are estimates. Actual pricing depends on the specific profile geometry and quantity.
Extrusion only works for parts with constant cross-section. If your part varies along its length — different thicknesses, holes, cutouts, or complex end features — extrusion cannot produce the finished part directly. You would extrude a blank profile, then machine the features in a secondary operation.
For low quantities (under 100 kg for aluminum, under 200 kg for plastic), extrusion may not be cost-effective because the die cost dominates. In these cases, consider whether a standard off-the-shelf profile can be modified to fit your application, or whether CNC machining from bar stock is a better option.
For very tight tolerances (under ±0.05mm on large features), extrusion is challenging. The extrusion process has inherent variability from die deflection, temperature variations, and puller tension. If your tolerances are tighter than ±0.05mm, consider CNC machining or discuss whether selective inspection can work.
If you have a profile drawing or a sample part, send it to us. Even a hand sketch with dimensions is enough for an initial feasibility check.
We will recommend a material (aluminum or plastic, specific alloy or grade), provide die cost and per-kilogram pricing, and give you a lead time for samples and production.
If you are not sure whether extrusion is the right process for your part, send us the drawing. We will give you an honest assessment — and if a different process would work better, we will tell you that too.
CTA: Upload your profile drawing (DXF or PDF) and estimated annual volume. We will reply within 24 hours with die cost and per-kilogram pricing.
Тел. : 0755-23596843
WhatsApp : +86-13267211181
Эл. адрес : sales02@gt-proto.com
No.18, Shaqi Community Center Road, Xinqiao Street, Baoan District, Shenzhen, Guangdong Province, China 518104
Links :
test© 2026 Шэньчжэнь GT Prototype Co., Ltd. Все права защищены.
Карта сайтаПолитика конфиденциальностиXml